
Publié le 9 juin 2025 à 16h38 - Dernière mise à jour le 11 juin 2025 à 20h04
Fruit d’une collaboration internationale rassemblant plus de 30 pays, ITER vise à démontrer la faisabilité de l’énergie de fusion, source d’énergie abondante, sûre et sans émission de carbone. Le Soleil et les étoiles sont alimentés par l’énergie de fusion.
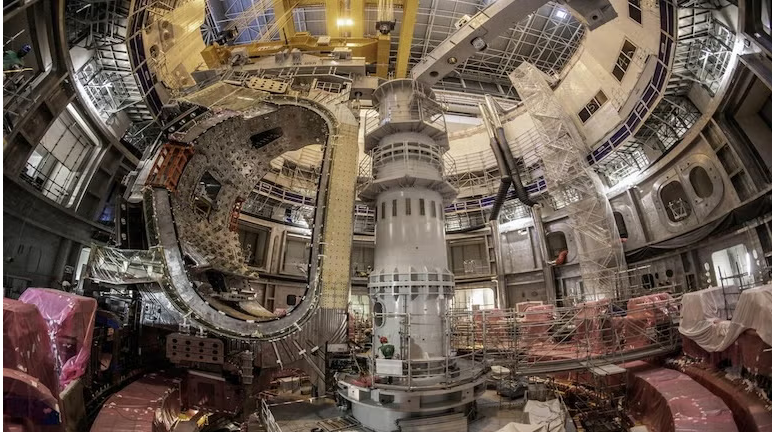
L’élément qui vient d’être finalisé est le sixième module du solénoïde central du tokamak Iter, fabriqué et testé par General Atomics aux États-Unis. Une fois assemblé sur le site d’Iter, à Saint Paul-lez-Durance/Cadarache, dans les Bouches-du-Rhône, le solénoïde central sera l’aimant le plus puissant du système magnétique d’Iter, assez puissant pour soulever un porte-avions. Le solénoïde central fait partie d’un système magnétique qui inclut les six aimants de champ poloïdal (PF) de la machine.
En forme d’anneau, ils ont été construits et livrés par la Russie, l’Europe et la Chine. Une fois assemblé, ce système d’aimants pulsés pèsera près de 3 000 tonnes. Il constituera le cœur électromagnétique du tokamak Iter.
Comment ce système d’électroaimants supraconducteurs pulsés fonctionne-t-il ?
Étape 1: quelques grammes de deutérium et de tritium gazeux, isotopes de l’hydrogène, sont injectés dans la chambre à vide du tokamak.
Étape 2 : le système d’aimants pulsés génère une décharge électrique qui ionise l’hydrogène gazeux, créant ainsi un plasma, c’est-à-dire un nuage de particules électriquement chargées.
Étape 3 : le champ magnétique généré par les aimants crée une « cage invisible » qui confine et façonne le plasma ionisé.
Étape 4 : des dispositifs de chauffage externe portent la température du plasma à 150 millions de degrés C – dix fois supérieure à celle qui règne au cœur du Soleil.
Étape 5 : à cette température, les noyaux des atomes d’hydrogène entrent en collision et fusionnent, libérant de formidables quantités d’énergie. L’énergie amplifiée d’un facteur 10. À pleine puissance, ITER devrait produire 500 mégawatts de puissance de fusion à partir de 50 mégawatts de puissance de chauffage injectée dans le plasma, soit un facteur d’amplification de 10.
À ce niveau d’efficacité, la réaction de fusion s’auto-entretient partiellement. Le plasma est « en ignition ». En intégrant l’ensemble des systèmes requis par la production d’énergie de fusion à échelle industrielle, ITER joue le rôle de laboratoire de recherche en vraie grandeur fournissant aux pays membres du programme les connaissances et les données indispensables à une future production d’énergie de fusion commerciale. Un modèle global. La collaboration entre les sept membres d’ ITER- la Chine, l’Europe, l’Inde, le Japon, la Corée, la Russie et les États-Unis constitue un remarquable accomplissement d’ordre géopolitique. Issus d’une trentaine de pays, des milliers de scientifiques et d’ingénieurs ont contribué à la conception des éléments de la machine, qui ont été fabriqués dans des centaines d’usines réparties sur trois continents. « ITERest unique non seulement du fait de sa complexité technique, déclare Pietro Barabaschi, directeur général d’ ITER, mais également par l’esprit de coopération internationale qui imprègne le programme et lui permet de se poursuivre dans un paysage géopolitique mouvant.».
« ITER montre que, lorsque l’humanité est confrontée à des défis existentiels tels que le changement climatique ou la sécurité énergétique, elle peut surmonter les différences nationales et œuvrer collectivement à la recherche de solutions.» « Le programme ITER est l’incarnation d’un espoir. Il nous démontrons que dans le cadre d’une approche ouverte et tournée vers la paix, un avenir énergétique durable est possible ».
Des progrès significatifs.
En 2024, ITER a atteint 100 % de ses objectifs en matière de construction. Avec la livraison des principaux éléments de la machine, le tokamak Iter est désormais en phase d’assemblage. Au mois d’avril 2025, avec trois semaines d’avance sur le calendrier, le premier « module » de la chambre à vide a été inséré dans le puits d’assemblage du tokamak.
Extension de la collaboration au secteur privé
Au cours des cinq dernières années, les investissements du secteur privé dans la R&D sur l’énergie de fusion se sont multipliés. Au mois de novembre 2023, le Conseil ITER, organe exécutif du programme, a reconnu l’intérêt et l’opportunité de cette dynamique. Le Conseil a incité ITER Organization et les Agences domestiques à coopérer avec le secteur privé, notamment en transférant les connaissances accumulées de manière à hâter l’avènement de la fusion. En 2024, ITER a jeté les bases d’une initiative de coopération multiforme avec le secteur privé. Cette initiative porte sur le partage des connaissances, de la documentation, des données et de l’expertise accumulée, ainsi que la mise en œuvre d’une collaboration en matière de recherche et développement. Cette initiative de transfert technologique inclut le partage d’informations sur la chaîne d’approvisionnement mondiale d’ITER, ce qui contribuera à créer de la valeur pour les membres du programme et leurs entreprises. Au mois d’avril 2025, ITER a organisé un atelier public-privé qui a jeté les bases d’une collaboration concrète sur la recherche d’innovations technologiques permettant de relever les défis qui subsistent dans le domaine de la fusion.
Comment les membres d’ITER ont-ils contribué à cette réalisation ?
Au terme de l’Accord ITER, les membres du programme contribuent à la majeure partie du coût de construction de l’installation en fabriquant et en fournissant ses différents éléments. De cette manière, le financement que chaque membre engage bénéficie essentiellement à ses propres entreprises. En fabriquant les les pièces et équipements de très haute technologie destinés à l’installation ITER, l’innovation se trouve stimulée et les entreprises acquièrent une expertise précieuse, qui participe à la création d’une chaîne d’approvisionnement mondiale pour servir la fusion. L’Europe, en tant que membre hôte du programme, contribue à hauteur de 45 % au coût de l’installation ITER. La Chine, l’Inde, le Japon, la Corée, la Russie et les États-Unis contribuent chacun à hauteur de 9 %, mais tous les membres ont accès à 100 % de la propriété intellectuelle.
Les États-Unis ont fabriqué le solénoïde central, composé de six modules, ainsi qu’un module de rechange. Ils ont également livré à ITER «l’exosquelette » du solénoïde central, la structure de soutien qui lui permettra de résister aux forces extrêmes que son champ magnétique générera. Cet « exosquelette » comprend plus de 9 000 pièces individuelles, fabriquées par huit fournisseurs américains différents. Les États-Unis ont en outre produit à peu près 8 % des câbles supraconducteurs en niobium étain (Nb3Sn) utilisés dans les aimants de champ toroïdal d’ITER.
La Russie a livré l’aimant de champ poloïdal (annulaire) de 9 mètres de diamètre qui couronnera le sommet du tokamak ITER. En étroite collaboration avec l’Europe, la Russie a également produit environ 120 tonnes de câbles supraconducteurs en niobium-titane (NbTi), soit environ 40 % du total requis pour les aimants de champ poloïdal d’ITER. La Russie a en outre produit 20 % des câbles supraconducteurs en niobium-étain (Nb3Sn) destinés aux aimants de champ toroïdal d’ITER. Enfin, la Russie a fabriqué les barres omnibus (busbar) particulièrement massives qui alimenteront les aimants en courant continu, ainsi que les queusaux de la partie supérieure des secteurs de la chambre à vide.
L’Europe a fabriqué sur le site même d’ITER, quatre des aimants de champ poloïdal (annulaires), dont le diamètre varie de 17 à 24 mètres. L’Europe a travaillé en étroite collaboration avec la Russie pour fabriquer les câbles supraconducteurs en niobium-titane (NbTi) utilisés dans les aimants PF 1 et PF 6. L’Europe a également livré dix des aimants de champ toroïdal et produit une grande partie des câbles supraconducteurs en niobium-étain (Nb3Sn) qu’ils utilisent. Enfin, l’Europe fabrique cinq des neuf secteurs de l’enceinte à vide du tokamak, l’enceinte en forme de doughnut dans laquelle se produiront les réactions de fusion.
La Chine, dans le cadre d’un accord avec l’Europe, a fabriqué un aimant de champ poloïdal de 10 mètres de diamètre, qui été mis en place dans le puits d’assemblage du tokamak en 2021. La Chine a également fourni les câbles supraconducteurs en niobium-titane (NbTi) pour les aimants PF 2, 3, 4 et 5, soit environ 65 % du total requis pour les aimants de ce type, plus environ 8 % des câbles supraconducteurs destinés aux aimants de champ toroïdal. En outre, la Chine fournit les 18 bobines de correction, des aimants supraconducteurs disposés autour du tokamak pour affiner la géométrie du champ magnétique. La Chine a livré les 31 systèmes d’alimentation multicanaux qui apportent aux aimants supraconducteurs la puissance électrique et l’hélium liquide indispensable à leur refroidissement (les aimants doivent être refroidis à moins 269 degrés C pour être supraconducteurs).
Le Japon a produit, puis envoyé aux États-Unis 43 kilomètres de brins supraconducteurs en niobium-étain (Nb3Sn) qui ont été utilisés pour fabriquer les modules du solénoïde central. Le Japon a également fabriqué 8 des 18 aimants de champ toroïdal (TF), plus une rechange, ainsi que toutes les boitiers des aimants TF. Le Japon a en outre produit 25 % des câbles supraconducteurs en niobium-étain (Nb3Sn) utilisés dans les aimants à champ toroïdal. La Corée a fabriqué les portiques articulés utilisés pour le pré-assemblage des plus gros éléments du tokamak ITER. Ces outils géants permettent d’assembler avec une précision millimétrique les éléments constitutifs des « modules » de la chambre à vide (1 secteur de chambre à vide et ses panneaux thermiques et une paire d’aimants de champ toroïdal). La Corée a également fabriqué 20 % des câbles supraconducteurs en niobium-étain (Nb3Sn) destinés aux aimants de champ toroïdal. • En outre, la Corée a fabriqué les boucliers thermiques qui constituent une barrière physique entre le plasma ultra-chaud et les aimants ultra-froids.
Enfin, la Corée a livré quatre des neuf secteurs de la chambre à vide du tokamak. L’Inde a fabriqué le cryostat, un thermos de 30 mètres de haut et 30 mètres de diamètre qui isole de l’environnement l’ensemble du tokamak ITER. L’Inde a également fourni les lignes cryogéniques qui distribuent l’hélium liquide destiné au refroidissement des aimants d’ITER. En outre, l’Inde a été chargée de fournir le système de refroidissement de l’installation, les éléments de la paroi interne du tokamak et de nombreux éléments des systèmes de chauffage externe du plasma. Le système magnétique d’ITER comprendra 10 000 tonnes d’aimants supraconducteurs, stockant une énergie magnétique de 51 gigajoules. La matière première utilisée pour fabriquer ces aimants est constituée de plus de 100 000 kilomètres de brins supraconducteurs, produits par neuf usines dans six pays.
Quelles sont les spécifications techniques des différents systèmes magnétiques d’ITER ?
Solénoïde central (aimant cylindrique).Hauteur : 18 mètres • Diamètre : 4,25 mètres • Poids : ~1 000 tonnes • Intensité du champ magnétique : 13 Tesla (280 000 fois le champ magnétique terrestre) • Énergie magnétique stockée : 6,4 gigajoules • Permet d’initier et de maintenir au cœur du plasma un courant de 15 MA pour des impulsions de 300 à 500 secondes. • Fabriqué aux États-Unis • Matériau : brins supraconducteurs en niobium-étain (Nb₃Sn) produits au Japon • Refroidi à 4,5 K (moins 269°C) par circulation d’hélium liquide cryogénique pour maintenir l’état supraconducteur. • Structure (exosquelette) : conçue pour résister à une force de 100 MN (méganewtons), ce qui équivaut à deux fois la poussée au décollage d’une navette spatiale.
Aimants de champ poloïdal (annulaires) • Diamètres : 9 mètres (PF1) à 10 mètres (PF6) ; de 17 mètres (PF2, PF5) à 25 mètres (PF3, PF4). • Poids : de 160 à 400 tonnes • Fabriqués en Russie, en Europe (France) et en Chine • Matériau : brins supraconducteurs en niobium-titane (NbTi) produits en Europe, en Chine et en Russie. 8 • Refroidis à 4,5 K (moins 269°C) par circulation d’hélium liquide cryogénique pour maintenir l’état supraconducteur. Aimants de champ toroïdal (aimants verticaux, en forme de D, achevés fin 2023) • Chaque aimant : 17 mètres de haut par 9 mètres de large • Poids : ~ 360 tonnes chacune • Fabriqués en Europe (Italie) et au Japon • Matériau : brins supraconducteurs en niobium-étain (Nb3Sn) produits en Europe, en Corée, en Russie et aux États-Unis. • Refroidis à 4,5K (moins 269°C) par circulation d’hélium liquide cryogénique pour maintenir l’état supraconducteur. Bobines de correction et alimentation des d’aimants • Bobines de correction : fabriquées en Chine ; essentielles pour les ajustements fins du champ magnétique • Alimentation des aimants : délivrent les fluides cryogéniques, l’énergie électrique et véhiculent les signaux de l’instrumentation ; également fabriqués par la Chine.
Michel CAIRE

")